









 Votre publicité
Votre publicité Devenir partenaires
Devenir partenairesTournevis et embouts
Une solution pour chaque vissage
 L’offre en tournevis et embouts de vissage aujourd’hui disponible sur le marché apporte une réponse adaptée à tous les besoins des professionnels des secteurs de la mécanique, de la maintenance industrielle et des artisans du bâtiment en matière de vissage manuel et/ou mécanisé. Faisant l’objet d’une évolution régulière, les gammes produites par les industriels – généralistes de l’outillage à main le plus souvent mais aussi spécialistes du vissage manuel, fabricants d’outils divers et spécialistes de l’outillage électroportatif pour ce qui est du segment des embouts de vissage – reflètent une recherche permanente dans la conception d’outils qui contribuent à la réalisation d’assemblages qualitatifs et rapidement réalisés. Du côté du volume des ventes, les deux segments des tournevis et des embouts progressent de manière positive pour la plupart des industriels commercialisant leurs gammes à la distribution. La diminution des ventes de tournevis à laquelle on pouvait s’attendre face à la montée en puissance du vissage mécanisé n’a pas eu lieu et l’évolution du marché traduit la grande complémentarité existant dans la plupart des applications professionnelles entre vissage manuel et vissage mécanisé.
L’offre en tournevis et embouts de vissage aujourd’hui disponible sur le marché apporte une réponse adaptée à tous les besoins des professionnels des secteurs de la mécanique, de la maintenance industrielle et des artisans du bâtiment en matière de vissage manuel et/ou mécanisé. Faisant l’objet d’une évolution régulière, les gammes produites par les industriels – généralistes de l’outillage à main le plus souvent mais aussi spécialistes du vissage manuel, fabricants d’outils divers et spécialistes de l’outillage électroportatif pour ce qui est du segment des embouts de vissage – reflètent une recherche permanente dans la conception d’outils qui contribuent à la réalisation d’assemblages qualitatifs et rapidement réalisés. Du côté du volume des ventes, les deux segments des tournevis et des embouts progressent de manière positive pour la plupart des industriels commercialisant leurs gammes à la distribution. La diminution des ventes de tournevis à laquelle on pouvait s’attendre face à la montée en puissance du vissage mécanisé n’a pas eu lieu et l’évolution du marché traduit la grande complémentarité existant dans la plupart des applications professionnelles entre vissage manuel et vissage mécanisé.
Destiné au vissage et au dévissage manuel des vis, le tournevis relève de trois sous-catégories d’outils, les tournevis monobloc, dont la lame est solidaire du manche, les tournevis multilames et les systèmes composés d’un manche et d’un porte-embout auquel on adapte un embout de vissage. Dans les deux premiers cas, l’outil est fabriqué à partir d’une lame en acier coupée à la dimension souhaitée et dont la pointe peut être fraisée ou forgée. Les lames des tournevis existent dans des diamètres et des longueurs variables, lesquels sont généralement proportionnels à la taille de la pointe de l’outil (souvent désignée pour plus de commodité par le terme d’empreinte, bien que ce terme s’applique au sens strict à la vis et non pas à l’outil de vissage) et peuvent être de forme ronde ou hexagonale. Quant au manche de l’outil, nous évoquerons plus loin ses caractéristiques en détail.
Résistance et rapidité de mise en œuvre
Décliné dans d’innombrables versions pour répondre à tous les besoins de vissage manuels, le tournevis à lame unique ne nécessite aucune manipulation préalable pour être mis en œuvre, contrairement aux deux autres systèmes existants. Les utilisateurs apprécient également le caratère monobloc de ce tournevis qui les rassure quant à sa résistance. Sur ce dernier point, on précisera que l’assemblage lame/manche est réalisé de deux manières différentes. La lame peut être montée en force dans le manche, maintenue par un système d’ailettes. L’autre technique, garantissant une plus grande robustesse de l’outil, consiste à surmouler le manche autour de la lame par une injection de matière pour rendre les deux composantes du tournevis parfaitement solidaires. Outil largement utilisé dans les ateliers de maintenance, le tournevis mono-lame est moins bien adapté à la maintenance itinérante pour des raisons évidentes d’encombrement et de poids, chaque outil ou presque correspondant à une application particulière.
L’avantage de la compacité
La compacité du tournevis à lames interchangeables composé d’un manche unique permettant l’adaptation de différentes lames, souvent munies d’une empreinte différente à chaque extrémité, évite quant à lui cet écueil. Pour relier la lame au manche, différentes solutions sont proposées telles l’existence sur le manche d’une bague à visser pour maintenir la lame en place ou d’un trou dans lequel s’enclenche la lame. Le manche de ces tournevis peut être creux pour pouvoir y ranger les lames. L’intérêt de ce système compact voit toutefois sa limite dans le fait que le périmètre des pointes de lames nécessaires devra être très délimité. En outre, la puissance de couple du tournevis multi-lames est généralement moins élevée que celle d’un tournevis monobloc.
Le lien entre les vissages manuel et mécanisé
Le système manche et porte-embout, ce dernier pouvant être solidaire du manche ou amovible (dans ce dernier cas, l’assemblage des deux éléments est généralement assuré par un jonc situé sur le porte-embout qui permet à ce dernier de se clipser sur des encoches situées à l’intérieur d’un manche creux), répond également à la recherche d’un outil de vissage polyvalent et compact. Par rapport au tournevis à lames interchangeables, il présente l’avantage de s’équiper d’embouts de vissage de petite taille qui de plus, pourront équiper une machine électrique, voire pneumatique. Equipé d’un tournevis à porte-embout, d’une visseuse et d’embouts de vissage, un professionnel pourra répondre avec un volume et un poids d’outillage relativement limité à l’ensemble des problématiques de vissage.
Les systèmes d’assemblage embout/porte-embout sont de différentes natures. L’assemblage des deux composants par aimantation, un procédé instantané, est appréciable en cas de changements fréquents d’embouts. Le système de jonc que nous venons d’évoquer pour l’assemblage du manche et du porte-embout permet aussi l’assemblage embout/porte-embout. Plus long à mettre en œuvre que le système magnétique, ce procédé garantit un maintien de l’embout sans doute supérieur et peut ainsi s’avérer intéressant lorsque les changements d’embouts ne sont pas fréquents. L’assemblage réalisé grâce à une bague de verrouillage située sur le porte-embout est le troisième procédé existant. Cumulant les principaux avantages des deux autres, la rapidité de mise en œuvre et un excellent maintien de l’embout, il est aussi plus onéreux.
Extrême diversité de la gamme de tournevis
Les industriels ont développé des gammes de produits d’une extraordinaire diversité qui apportent la réponse à l’ensemble des attentes en matière de vissage, qu’elles portent sur le couple à appliquer, sur l’accessibilité de la vis, sur l’empreinte et la matière de cette dernière, sur le confort de vissage ou encore sur les environnements de travail spécifiques. Ainsi, les lames des tournevis existent dans des longueurs très variables, d’une trentaine de millimètres jusqu’à dix fois cette dimension. Les lames les plus courtes comme les plus longues permettent d’atteindre les endroits difficiles d’accès, les tailles intermédiaires s’échelonnant en fonction des puissances de couple requises. La forme de la lame peut être ronde ou hexagonale, cette dernière forme procurant une puissance de couple supérieure, encore augmentée par le fait que les tournevis à lame hexagonale sont parfois équipés d’une bague qui permet de manœuvrer l’outil avec une clé. Les manches, auxquels nous consacrons un chapitre spécifique de ce dossier, existent en diverses matières procurant différents niveaux de confort d’utilisation et de longévité. Présent sur quelques modèles, un mécanisme à rochet (cliquet) permet d’effectuer la contre-rotation nécessaire à l’application du couple de vissage sans que la lame ne quitte la vis.
Sans dresser ici un inventaire exhaustif des différents types de tournevis, on en citera ci-dessous quelques-uns. Nous débuterons cette énumération par les tournevis ‘‘électricien’’ et ‘‘mécanicien’’, des outils pour vis fendues à la pointe plate (droite dans le cas des modèles ‘‘électricien’’ et évasée pour les ‘‘mécanicien’’), emblématiques de la famille des tournevis et adaptés à de nombreux travaux courants. Concernant ces tournevis qui enregistrent toujours de très forts volumes de vente auprès de toutes les catégories d’utilisateurs, on précisera qu’ils possèdent généralement, dans les plus grandes dimensions de tête, une pointe forgée qui permet d’appliquer un couple de vissage plus élevé.
Les tournevis isolés à la lame enrobée d’une matière isolante, testés selon la norme EN60900 pour résister à un courant de 1 000 volts, permettent de réaliser les travaux d’électricité en toute sécurité. Les tournevis de précision, plus spécialement dédiés aux secteurs de l’électronique et de la mécanique de précision, sont équipés en haut de leur manche d’une virole sur laquelle l’utilisateur peut appuyer du creux de la main tandis qu’il contrôle la rotation de la lame avec deux doigts. Les tournevis coudés permettent d’intervenir dans des endroits avec un dégagement limité. Les tournevis à frapper, des outils à lame traversante équipés de manches métalliques ou en bois facilitent les opérations de vissage ou de dévissage sur des vis bloquées ou endommagées. Adaptés à des environnements particuliers, il existe des tournevis ESD à décharge électrostatique et des modèles ATEX antidéflagrants.
On terminera cette énumération partielle des types de tournevis disponibles sur le marché par le tournevis dynamométrique, surtout utilisé sur les chaînes de montage. Préréglé à un couple précis ou réglable sur une plage donnée de valeurs de couple, cet outil représente la version la plus élaborée du tournevis à laquelle il faut avoir recours lorsqu’il s’agit de visser impérativement à un couple précis.
Suivre l’évolution des empreintes de vis
Les pointes des tournevis et les têtes d’embouts possèdent des profils différents qui leur permettent de s’adapter précisément aux diverses formes et tailles des empreintes des têtes de vis. On peut en passant relever que manœuvrer une vis avec la pointe d’une lame ou la tête d’embout adéquate est la première exigence requise pour visser avec efficacité et en toute sécurité (et sans risque d’endommager la vis et l’outil) bien qu’il semble que nombre de professionnels s’affranchissent de cette contrainte, faute de disposer du bon outil au bon moment. L’apparition de nouvelles formes d’empreintes, souvent des empreintes inviolables conçues pour que les professionnels soient les seuls à pouvoir les manœuvrer, joue donc un rôle non négligeable dans l’accroissement du nombre des références d’outils. Parmi les plus récemment développées, on peut citer les empreintes de type Spanner, tri-wing ou four-wing qui ont suivi l’apparition des Resistorx et Torx +, ces diverses empreintes restant d’une utilisation limitée par rapport aux grands standards du marché.
La première apparue sur le marché, l’empreinte fendue actionnée avec les tournevis à tête plate, reste très répandue même si elle semble en passe d’être supplantée sur le marché professionnel par les empreintes cruciformes Phillips®(PH) et Pozidriv® (PZ), qui assurent un excellent centrage de la pointe de l’outil dans l’empreinte et évite son dérapage latéral.
Ces empreintes cruciformes sont présentes sur de très nombreuses vis à bois et autoforeuses même si l’on note une percée sensible sur le marché européen de l’empreinte étoilée Torx® (TX) qui, grâce à sa profondeur, permet d’appliquer des couples de vissage supérieurs. Très répandue dans le secteur de la mécanique, l’empreinte Torx® est également de plus en plus implantée dans le secteur du bâtiment, notamment pour le vissage dans les bois durs. Outre ces quatre empreintes courantes, on peut mentionner l’existence d’autres profils moins répandus comme l’empreinte à six pans des tire-fond et boulons (mais on est ici plus dans le domaine du serrage que du vissage à proprement parler) ou encore l’empreinte carrée, bien implantée sur le marché américain mais peu présente en Europe.
La qualité de la lame : primordiale
La performance d’un tournevis et sa fiabilité (liée en premier lieu au fait que le tournevis ne se rompra pas lors de l’application du couple de vissage) sont avant tout autre critère conditionnées par la qualité du métal dont est faite sa lame. L’acier allié le plus couramment utilisé dans la fabrication des tournevis est l’acier au chrome vanadium, utilisé dans des nuances diverses qui confèrent à l’outil des niveaux de résistance à l’usure, à la torsion et à la flexion différents. Souvent adjoint à cet alliage, le molybdène renforce la résistance de la lame à la torsion. Ainsi, les lames hexagonales qui permettent de visser à des couples supérieurs à ceux des lames rondes sont généralement fabriquées à partir d’un acier au chrome molybdène vanadium. Le carbone et le silicium peuvent également entrer dans la composition des lames de tournevis pour en accroître l’élasticité, laquelle est le meilleur garant contre la rupture, ainsi que la résistance au couple.
Bien que l’on puisse considérer que la qualité d’un acier utilisé pour la fabrication d’une lame de tournevis sera d’autant plus élevée que cet acier est fortement allié, cette affirmation doit cependant être tempérée par le fait que le traitement thermique subi par la lame est tout aussi important que la qualité de l’acier. En outre, les différentes applications auxquelles sont destinés les tournevis ne requièrent pas forcément les mêmes caractéristiques de lames. Depuis quelques années, l’inox a fait son apparition dans la fabrication des lames de tournevis (comme d’ailleurs des embouts) pour permettre la non-contamination des vis en inox par la rouille erratique provoquée par l’utilisation d’une pointe de lame en acier non inoxydable.
Traitements de surface
En évoquant la qualité de la lame, il faut également mentionner les traitements de surface dont elle peut faire l’objet. Ainsi, pour mieux protéger les lames en acier de l’oxydation, celles-ci peuvent être chromées ou nickelées. Pour renforcer les qualités de la pointe, cette dernière peut être sablée ou brunie. Dans le premier cas, une projection de sable est réalisée sur la pointe d’une lame chromée, créant des micro-aspérités favorisant l’adhérence à la vis. Les pointes brunies ont quant à elles fait l’objet d’une phosphatation (dépôt de phosphate) qui leur donne un aspect noirci. Ce traitement qui favorise également l’accroche de la pointe à la vis, évite l’écaillage du chrome dans cette dernière et renforce la résistance de la lame. L’usinage de striures sur la pointe de la lame, pratiqué par un petit nombre de fabricants, a lui aussi pour effet de renforcer l’accroche de la pointe dans la vis ainsi que sa résistance.
Le multi-matière devenu un standard
Pour renforcer le confort et la performance des outils de vissage manuels, les manches de tournevis ont connu une évolution régulière tant dans les matières utilisées que dans leurs formes. Ainsi le bois s’est vu rejoint il y a une trentaine d’années par l’acétate de cellulose, une matière plastique transparente. Il y a une dizaine d’années, grâce à l’amélioration des techniques d’injection, le plastique multi-matière succédait au mono-matière et s’est progressivement imposé jusqu’à devenir le standard du marché bien que les matières plus traditionnelles, et particulièrement le bois, conserve des adeptes. Résultant de l’injection de matières plastiques de duretés différentes – polyamide ou polyuréthane parfois renforcé de fibre de verre et souvent recouvert d’élastomère, une matière au toucher plus doux – les manches de tournevis bi et tri-matière qui réduisent l’échauffement de la main permettent d’éviter cals et ampoules et luttent contre la survenue de troubles musculo-squelettiques en cas d’utilisation répétitive. Apportant un gain réel en matière de confort mais aussi de couple de vissage – l’utilisateur peut visser à un couple supérieur avec une fatigue de la main diminuée – , ces manches subissent souvent des traitements de surface qui les rendent adaptés aux différents environnements de travail. Ils peuvent ainsi être antidérapants, un aspect primordial lorsqu’il s’agit de travailler dans des ambiances huileuses ou humides, et résistants aux hydrocarbures et produits solvants divers.
Ergonomie accrue des manches
Pour l’ensemble des fournisseurs du marché, l’ergonomie croissante des manches est l’aspect le plus marquant de l’évolution technique que connaît le segment des tournevis et, plus largement, des outils à main. La forme des manches de tournevis s’est d’abord arrondie pour mieux épouser celle de la main (on précisera toutefois qu’une forme plus carrée favorise l’application d’un couple de vissage plus élevé) et l’innovation se poursuit dans ce domaine comme en témoigne l’apparition assez récente sur le marché de tournevis au manche de forme sophistiquée conçue pour s’adapter aux positionnements divers qu’adopte la main au cours d’un vissage. Un manche pourra ainsi avoir une forme renflée et lobée dans sa partie centrale, pour favoriser la transmission de puissance lors de l’application du couple à pleine main et se faire plus étroit près de la lame pour favoriser l’approche rapide réalisée avec le pouce et l’index ou, à l’inverse, s’élargir pour offrir aux doigts une zone d’appui à cette étape du vissage. Quelles que soient les options techniques retenues par les fabricants pour renforcer l’ergonomie des manches, elles visent à conjuguer confort d’utilisation, puissance de vissage et rapidité d’exécution. Sur ce dernier point, on peut mentionner que l’identification des produits qui permet de repérer d’un coup d’œil l’outil dont on a besoin, une tendance forte à laquelle nous consacrons un encadré spécifique, s’inscrit dans une recherche omniprésente d’accroissement de la productivité.
L’aspect pratique n’est pas oublié dans cette évolution des manches et ceux-ci peuvent intégrer un magasin de rangement pour quelques embouts ou comporter un trou qui facilitera leur rangement dans l’atelier (de même que l’exposition sur un présentoir dans un lieu de vente).
Des embouts aux différents niveaux de résistance
Les embouts de vissage sont utilisés en vissage mécanisé dans une grande majorité des cas, leur utilisation en vissage manuel se réduisant régulièrement (elle est estimée à moins de 10% des cas). L’utilisation des embouts avec des visseuses électriques connaît en effet depuis quelques années une expansion très forte dans les secteurs de la maintenance industrielle et de l’artisanat. L’amélioration des performances des machines électroportatives sans fil conjuguée à une baisse de leur prix a mené à une démocratisation de l’utilisation de ces machines auprès de professionnels à la recherche constante d’amélioration de leur productivité, ce qui explique le fort développement du segment de marché des embouts de vissage.
Usinés ou forgés, selon leur niveau de gamme, les embouts de vissage dont le profil et la géométrie, à l’instar de la pointe d’une lame de tournevis, doivent correspondre à l’empreinte de la tête de la vis pour être efficaces et avoir une longue durée de vie sont faits dans des aciers de nuances différentes et en inox. Schématiquement, on peut indiquer que le vissage dans des matériaux tendres comme le bois requiert un embout à l’acier dur car l’effort nécessaire augmente régulièrement pendant le vissage et requiert une pression permanente qui viendrait rapidement à bout d’un embout tendre. A l’inverse, le vissage dans un matériau dur où l’effort présente des à-coups importants nécessite un embout tendre qui permet d’amortir les efforts brusques. Comme la pointe des lames de tournevis, pour mieux s’accrocher à la vis, la tête des embouts peut être noircie ou comporter des striures. L’assemblage de l’embout au porte-embout est réalisé via un système de jonc, un système magnétique ou une bague de verrouillage situé sur le porte-embout, certains embouts de grande longueur, à gorge, s’adaptant directement à une visseuse sans l’intermédiaire du porte-embout.
Pour s’adapter à des outils de dimensions diverses, les embouts sont fabriqués dans différentes longueurs et tailles d’emmanchement. En utilisation manuelle, les longueurs de 25 et 50 mm pour des carrés d’entraînement de 1/4’’ et de 5/16’’ prédominent largement (les dimensions sont supérieures dans le cas d’une utilisation avec un marteau à frapper). En vissage mécanisé, les dimensions existantes s’étendent à des longueurs et des carrés d’emmanchement supérieurs (3/8’’ et 1/2’’).
Le revêtement de surface au nitrure de titane pour renforcer la résistance de l’embout dans le cas d’une utilisation intensive et/ou pour répondre aux sollicitations fortes des machines est aujourd’hui pratiqué par de nombreux fabricants, d’autres matières pouvant être utilisées pour augmenter la résistance de la tête de l’embout, notamment le carbure de tungstène, le diamant et la céramique (une matière résistante qui ne rouille pas mais qui présente l’inconvénient d’être fragile).
Embouts « torsion »
Répondant aux utilisations les plus exigeantes, une nouvelle génération d’embouts de vissage, dits embouts « Torsion », faisait son apparition sur le marché il y a une vingtaine d’années. Ces embouts présentent une partie médiane cylindrique amincie ayant subi un traitement thermique spécifique qui leur confère une longévité supérieure. Après avoir été le précurseur de ce type d’embouts sur le marché, le fabricant allemand Wera a tout récemment développé en première mondiale une nouvelle gamme d’embouts à torsion, Impaktor Diamond, pour répondre aux sollicitations extrêmes des visseuses à choc dont l’utilisation est de plus en plus répandue auprès des diverses catégories de professionnels.
Ces embouts à géométrie redessinée, fabriqués dans de nouveaux alliages d’acier, possèdent une tête recouverte de fines particules de diamant offrant une résistance décuplée face aux pics des couples de vissage qui est encore multipliée par deux lorsque l’embout est utilisé avec un porte-embout spécifique Impaktor pour composer un système « Tri-torsion » avec trois zones d’amortissements des chocs.
Le top ventes : embouts et tournevis mono-lame
Les fournisseurs du marché s’accordent à reconnaître que les ventes d’embouts de vissage enregistrent une progression sensible, conséquence logique de la croissance du marché des visseuses sans fil équipées de batteries performantes au lithium dont les prix ont baissé au cours des dernières années. Marquées par un dynamisme sans doute moins fort, les ventes de tournevis, dominées par celles des modèles à lame unique, évoluent toutefois positivement selon les propos que nous avons recueillis mais que nous ne pouvons malheureusement pas étayer de chiffres, ni même d’estimations. Bien que l’on ne puisse pas classer les tournevis dans les consommables, contrairement aux embouts de vissage dont le volume des ventes n’a sans doute aucune comparaison avec celui des tournevis, ils n’en sont toutefois pas très éloignés et font en tout cas facilement l’objet d’achats d’impulsion, raison pour laquelle leur mise en avant dans le magasin est importante. L’orientation du marché tend donc à prouver que vissage manuel et vissage mécanisé sont beaucoup plus complémentaires que concurrents et le déclin des ventes de tournevis annoncé à l’époque où l’utilisation des visseuses électriques se répandait sur le marché professionnel n’a pas eu lieu. En effet, les vissages d’appoint sont généralement réalisés manuellement et même les plus fervents adeptes de la visseuse sont censés contrôler la fin du vissage avec un tournevis.
Côté prix, les fabricants évoquent une relative stabilité malgré la hausse sensible qu’ont connue les matières premières nécessaires à la fabrication des outils et indiquent ne pas être en mesure de répercuter intégralement cette hausse sur un marché où la compétition est forte, ce qui entraîne pour eux une inéluctable baisse de leurs marges même lorsqu’ils se tournent vers une automatisation accrue de la fabrication.
Deux généralistes aux positions fortes
En matière d’outils manuels de vissage, comme c’est le cas pour l’ensemble des familles de l’outillage à main, le marché professionnel français est dominé par les généralistes. Le leadership incontestable en revient à Facom, suivi du challenger du marché français de l’outillage à main, Sam Outillage. Ces deux fabricants détiendraient à eux deux une moitié des parts du marché français, lequel est ensuite assez fortement atomisé.
Membre du groupe américain Stanley auquel appartiennent également les marques Stanley et Bost, surtout présentes en GSB, Facom possède parmi ses usines un établissement dans le Jura dédié à la fabrication intégrée des tournevis qui produit quelque 17 millions d’unités par an commercialisées en France mais aussi dans d’autres pays européens (notamment en Italie sous la marque Usag, très bien implantée sur le marché transalpin) et sur d’autres continents. Facom propose une gamme complète de tournevis positionnée sur deux niveaux de gamme à travers sa marque Premium Facom et Expert, une marque milieu de gamme lancée par Facom il y a environ pour an pour répondre aux attentes des utilisateurs professionnels en produits qualitatifs présentant un bon rapport qualité/prix. Côté embouts de vissage, on peut signaler que l’offre de Facom s’est récemment élargie et qu’elle couvre aujourd’hui l’ensemble des applications à travers une gamme standard, une gamme Torsion et une gamme Torsion au titane.
Sam Outillage développe lui aussi une offre complète de tournevis, embouts de vissage et accessoires (douilles et clés porte-embouts, douilles inox…), fabriquée pour la majeure partie dans son usine stéphanoise. Son offre en embouts est développée sur trois segments, une gamme spéciale matériaux tendres, une gamme spéciale matériaux durs et une gamme polyvalente à revêtement au nitrure de titane.
Un monospécialiste du vissage
Avant d’achever ce dossier par l’évocation de quelques acteurs du marché, nous consacrerons ce paragraphe à Wera car il présente la particularité d’être, à notre connaissance, l’unique mono-spécialiste du vissage dans le paysage de la distribution professionnelle française. Cette entreprise allemande de Wuppertal qui fabrique ses gammes dans sa propre usine en République Tchèque développe une offre quasiment exhaustive de tournevis, incluant des modèles dynamométriques, ainsi que des embouts de vissage. Elle est l’origine de réelles innovations sur le marché du vissage dont l’apparition de tournevis et embouts de vissage en inox et la conception d’embouts de vissage à torsion (décrits plus haut), dont la toute dernière génération Impaktor Diamond récemment développée représente une avancée technique majeure sur le marché du vissage.
Un marché atomisé …
Au fil des année, Facom et Sam Outillage, les deux marques les plus anciennement implantées sur le marché français de l’outillage à main, ont été rejoints par d’autres fabricants d’origine européenne et asiatique, ainsi que par des importateurs distributeurs. Nous en citerons ci-dessous quelques-uns, en précisant bien que cette évocation d’entreprises commercialisant leurs gammes à la distribution professionnelle n’est en aucune façon exhaustive.
Parmi les fabricants européens, les Allemands sont sans doute les plus nombreux et l’on citera parmi eux Klauke, Gedore ou encore Wiha. On peut relever la forte spécialisation dans le vissage de ce dernier fabricant présent en France à travers une filiale créée il y a une quinzaine d’années et qui produit ses gammes de manière totalement intégrée dans son usine de Shonach. Toutefois, il ne peut être qualifié de mono-spécialiste du vissage, ses gammes s’étant élargies vers d’autres produits comme les clés Allen, les pinces ou encore les instruments de mesure. La notoriété de Wiha sur le marché des tournevis Premium est très forte dans toute l’Europe et la marque est à l’origine d’innovations majeures, telles le manche bi-matière antidérapant.
… dominé par les Européens
Du côté des fabricants généralistes de l’outillage à main d’origine européenne bien implantés en distribution professionnelle, il convient d’évoquer la présence sur le marché français d’autres fabricants européens comme l’Italien Beta, l’un des grands noms de l’outillage italien, l’Espagnol Ega-Master ou le Slovène Unior. On pourrait citer ici SNA Europe, un groupe qui résulte de la fusion du Suédois Bahco et de l’Espagnol Eurotools, bien qu’elle soit membre du groupe américain Snap On. Majoritairement fabriquées dans l’usine espagnole du groupe, ses gammes de tournevis et embouts sont commercialisées sous les marques Bahco et Irimo. En ce qui concerne l’évolution de l’offre de la marque Premium Bahco (pour ce qui est des produits entrant dans le cadre de ce dossier), on peut relever l’élargissement régulier de l’offre en tournevis et la relative stabilité de l’offre en embouts (laquelle comprend des produits standard et des produits à revêtement au nitrure de titane). Fop, une marque française rachetée par Rothenberger développe une offre relativement courte en tournevis fabriquée en Espagne car elle est maintenant plus orientée vers l’outillage pour les plombiers. Toutefois, nous l’incluons dans cette liste car elle fut l’une des marques phares du marché français des tournevis sur lequel elle introduisit le système multi-lames.
Bénéficiant d’une image forte dans certains outils comme les clés, les pinces et les tournevis, la société française Mob Outillage a diversifié son offre depuis une dizaine d’années vers les tournevis et, depuis une époque plus récente encore, vers les embouts de vissage proposés depuis 2009. Ces deux gammes sont pour l’essentiel fabriquées en Europe, notamment dans l’usine propre de Mob Outillage en Roumanie, certaines références d’origine taiwanaise venant les compléter. La marque élargit régulièrement son offre d’outils pour le vissage qui continue à se bâtir – le système à lames interchangeables vient par exemple d’intégrer la gamme de tournevis – tout particulièrement en ce qui concerne les embouts, une gamme en acier S2 étant aujourd’hui proposée dans une longueur unique de 25 mm. Cette citation des principaux fabricants du marché des tournevis et embouts de vissage laisse apparaître la domination sur le marché professionnel français des produits de fabrication européenne, même si les fabricants d’origine asiatique, comme le taiwanais King Tony, n’en sont pas exclus.
A l’offre des fabricants, dont certain commeRiss Industrie est présent sur ce segment de marché sans avoir un positionnement de spécialistes de l’outillage à main, il faut ajouter celle d’importateurs/distributeurs spécialisés dans l’outillage à main comme KS Tools et Kraftwerk. Et, pour que la liste des catégories d’acteurs présents sur le marché du vissage soit complète, il faut la compléter des fabricants spécialistes de l’électroportatif qui développent eux aussi des gammes d’embouts de vissage, des accessoires complémentaires au cœur de leur offre.
L’identification des produits
Une tendance forte
Pour permettre à l’utilisateur de repérer d’un coup d’œil le tournevis dont il a besoin sans avoir besoin de d’explorer en détail les tiroirs de sa servante ou le contenu de sa boîte à outils, les fabricants sont aujourd’hui très nombreux à proposer des produits dont le profil de la pointe est immédiatement identifiable par une couleur spécifique appliquée à une bague en plastique équipant le manche de l’outil ou directement portée sur l’extrémité du manche. Sur certaines gammes, ce système complète le marquage indélébile du manche indiquant la référence de l’outil ainsi que ses dimensions et un éventuel pictogramme symbolisant le profil de sa tête. Le système d’identification de l’empreinte est aujourd’hui étendu aux embouts de vissage, via un anneau en plastique ou un ressort en aluminium coloré, bien que les gammes qui en bénéficient soient encore beaucoup moins nombreuses que pour les tournevis. Toujours dans l’objectif de faire gagner du temps à l’utilisateur, la couleur du manche dans son intégralité peut dans certains cas symboliser les applications du tournevis (applications sèches, huileuses et humides, antistatiques, lame inox…).
Spécialistes de l’outillage électroportatif
Des gammes d’embouts innovantes
Les fabricants de machines électroportatives sont nombreux à proposer à leur clientèle de distributeurs une gamme d’embouts de vissage, des consommables parfaitement complémentaires à leur offre en visseuses et visseuses à chocs. A notre connaissance, ces spécialistes commercialisent des gammes d’embouts qui ne relèvent pas de leur propre fabrication, à l’exception de deux d’entre eux, Milwaukee du groupe Techtronic Industries et Bosch. Nous vous présentons ci-dessous les toutes dernières innovations de ces deux fabricants en matière d’embouts de vissage.
Milwaukee complétait il y a quelques mois son offre en embouts traditionnels revêtus ou non de nitrure de titane de la gamme d’embouts Shockwave Impact Duty. Particulièrement destinés aux visseuses à chocs, ces embouts de construction exclusive sont fabriqués dans un acier spécial et présentent une durée de vie près de dix fois supérieure à celle de produits traditionnels. Ils possèdent une zone centrale amincie soudée électroniquement à la tête de l’embout qui réduit les torsions et prévient les risques de casse de la pointe. La combinaison entre la géométrie de cette zone et le traitement thermique spécifique qu’elle a subi permet une meilleure absorption des impacts et augmente la souplesse de l’embout pour une transmission parfaite du couple. Cette gamme disponible en 1/4’’ existe en longueur 25 mm pour les empreintes à fente et hexagonales à six pans et en longueurs 25, 50 et 90 mm pour les empreintes Phillips®, Pozidriv® et Torx®. La technologie Shockwave est également appliquée à des forets et des douilles Milwaukee.
L’offre de Bosch en embouts de vissage est composée de produits standard utilisables avec un tournevis ou une visseuse traditionnelle et de produits à revêtement de nitrure de titane qui renforce la résistance de l’embout et augmente son adhérence à la tête de vis (gamme Max Grip). En cette rentrée, Bosch lance un système complet pour le vissage et le serrage : la gamme Impact Control. Développés pour une utilisation avec les visseuses à chocs, les nouveaux embouts Diamond Impact possèdent une zone de torsion centrale qui amortit les impacts de la machine. Revêtue de micro-particules de diamant, la tête des embouts présente une adhérence maximale à la tête de vis. Elle bénéficie également d’une géométrie spécifique conçue pour permettre une parfaite insertion de l’embout dans la tête de vis. La technologie « Torsion Zone » dont bénéficient les embouts Diamond Impact prend sa pleine mesure lorsqu’ils sont utilisés avec le porte-embout « Anti-shock ». Ce porte-embout spécifique a été conçu avec deux zones de torsion supplémentaires, démultipliant ainsi la capacité d’absorption de l’ensemble du système, en cas de sollicitations extrêmes de l’embout Diamond Impact. La durée de vie d’un embout Diamond Impact peut alors atteindre neuf fois celle d’un embout de vissage classique (contre cinq fois dans le cas d’une utilisation sans le porte-embout « Anti-shock »). On précisera que la gamme Impact Control de Bosch comprend également des douilles particulièrement robustes permettant le serrage de boulons.
Des conditionnements variés
Pour répondre aux différents besoins en matière de premier équipement ou de renouvellement, les tournevis, disponibles à l’unité dans la plupart des marques, sont également commercialisés sous des conditionnements divers, jetables (comme les boîtes en carton à fenêtre translucide) ou réutilisables comme des trousses. Outre les jeux pouvant comprendre un nombre variable de tournevis, ils entrent également dans de nombreuses compositions et modules pouvant être placés directement dans les tiroirs d’une servante. Les embouts peuvent être conditionnés sous blister (à partir de trois unités) ou entrer dans des compositions qui les contiennent en nombres variables, souvent accompagnés d’outils et accessoires (manche, porte-embout, adaptateur, cliquet…). Concernant les embouts de vissage, il faut également signaler l’existence de boîtes compactes portables à la ceinture qui permettent un rangement et une identification faciles des produits.
SNA Europe
Tekno+
![]() Le nouveau tournevis Bahco Tekno+ vient compléter le segment haut de gamme de la série Ergo. Il est équipé d’un manche tri-composant très résistant et confortable à forme ergonomique pour transmettre le maximum de force et d’une lame hexagonale avec bague à six pans pour une utilisation avec clé. Un code couleur aux extrémités de l’outil permet une identification rapide de l’empreinte.
Le nouveau tournevis Bahco Tekno+ vient compléter le segment haut de gamme de la série Ergo. Il est équipé d’un manche tri-composant très résistant et confortable à forme ergonomique pour transmettre le maximum de force et d’une lame hexagonale avec bague à six pans pour une utilisation avec clé. Un code couleur aux extrémités de l’outil permet une identification rapide de l’empreinte.
Sonic Equipment
Tournevis à cliquet
 La référence 601001 de Sonic Equipment est un outil de vissage polyvalent équipé d’un système de cliquet réversible. Il est composé d’un manche bi-matière avec six embouts intégrés et d’une lame à emmanchement amovible dont chaque extrémité permet l’adaptation d’un embout. Les embouts au chrome vanadium de ce système possédant chacun deux têtes de vissage, le système permet de disposer de seize profils de tête différents (pour empreintes fente, Phillips, Pozidriv, Torx et hexagonales à six pans, dans diverses dimensions). Cet outil peut également être équipé d’un porte-douille pour se transformer en cliquet 1/4’’.
La référence 601001 de Sonic Equipment est un outil de vissage polyvalent équipé d’un système de cliquet réversible. Il est composé d’un manche bi-matière avec six embouts intégrés et d’une lame à emmanchement amovible dont chaque extrémité permet l’adaptation d’un embout. Les embouts au chrome vanadium de ce système possédant chacun deux têtes de vissage, le système permet de disposer de seize profils de tête différents (pour empreintes fente, Phillips, Pozidriv, Torx et hexagonales à six pans, dans diverses dimensions). Cet outil peut également être équipé d’un porte-douille pour se transformer en cliquet 1/4’’.
 FOP-Super Ego
FOP-Super Ego
Ergo Max
Les nouveaux tournevis à manche bi-matière Ergo Max de Super Ego sont équipés d’empreintes magnétiques permettant de ne pas faire tomber la vis lors du démarrage du vissage. Ils possèdent des bagues de couleurs différenciant les empreintes des tournevis – jaune pour l’empreinte plate, bleu pour la cruciforme Phillips et vert pour la cruciforme Pozidriv – un système lancé par FOP aujourd’hui assez répandu sur le marché. Leur manche ergonomique en polymères résiste aux huiles et aux produits chimiques. Les tournevis Ergo Max permettent une transmission optimale du couple de serrage à la pointe du tournevis. Ils sont commercialisés à un rapport qualité/prix attractif.
 King Tony
King Tony
Tournevis inox
King Tony propose une gamme de tournevis à lame en acier inoxydable déclinée en modèles pour le vissage des vis à empreinte Phillips, Pozidriv et Torx. Ces tournevis disponibles en jeux, sont particulièrement adaptés aux marchés des portes-fenêtres, des maisons à ossature bois, des terrasses et plus largement aux environnements marins ainsi qu’aux secteurs du médical et de l’agroalimentaire.
Facom
Protwist Shock
.jpg) Protwist Shock, un nouveau modèle de Facom, est un tournevis à zone de frappe étudié pour apporter une sécurité totale aux utilisateurs et une prise en main optimale. La liaison entre la lame et l’insert métallique, assurée par un polyamide spécifique, permet une excellente transmission de l’énergie de frappe et l’atténuation du contre-choc à l’origine du rebond et des vibrations dans le manche. La robustesse et le confort d’utilisation de ce tournevis sont dus à l’insert métallique large et bombé intégré dans le manche pour protéger la zone de frappe ; au revêtement soft du manche assurant un grip efficace et confortable pour une utilisation en toute sécurité lors de la frappe ; à l’association des différents polymères techniques constituant le manche qui garantit une grande résistance aux efforts, aux chocs, à l’abrasion, à la casse et aux produits chimiques et à une lame en acier au carbone silicium 73MO très robuste et très résistante. La gamme Protwist Shock est constituée de 13 références (différentes longueurs et empreintes repérables avec des codes couleur et des pictogrammes) disponibles à l’unité. Un jeu de cinq tournevis (visible sur la photo) est également proposé aux professionnels.
Protwist Shock, un nouveau modèle de Facom, est un tournevis à zone de frappe étudié pour apporter une sécurité totale aux utilisateurs et une prise en main optimale. La liaison entre la lame et l’insert métallique, assurée par un polyamide spécifique, permet une excellente transmission de l’énergie de frappe et l’atténuation du contre-choc à l’origine du rebond et des vibrations dans le manche. La robustesse et le confort d’utilisation de ce tournevis sont dus à l’insert métallique large et bombé intégré dans le manche pour protéger la zone de frappe ; au revêtement soft du manche assurant un grip efficace et confortable pour une utilisation en toute sécurité lors de la frappe ; à l’association des différents polymères techniques constituant le manche qui garantit une grande résistance aux efforts, aux chocs, à l’abrasion, à la casse et aux produits chimiques et à une lame en acier au carbone silicium 73MO très robuste et très résistante. La gamme Protwist Shock est constituée de 13 références (différentes longueurs et empreintes repérables avec des codes couleur et des pictogrammes) disponibles à l’unité. Un jeu de cinq tournevis (visible sur la photo) est également proposé aux professionnels.
Tool France / Promac
Jeu de tournevis isolés SI 7
 Tool France / Promac commercialise un jeu de sept tournevis isolés Toolcraft. Ce jeu se compose de trois tournevis fente (SL 2,5 à 5,5 mm), de trois tournevis cruciformes Phillips (PH0 à PH2) et d’un tournevis testeur 125~250 V.Ces tournevis isolés répondant à la norme européenne EN 60900 sont équipés d’un manche ergonomique pour une parfaite tenue en main.
Tool France / Promac commercialise un jeu de sept tournevis isolés Toolcraft. Ce jeu se compose de trois tournevis fente (SL 2,5 à 5,5 mm), de trois tournevis cruciformes Phillips (PH0 à PH2) et d’un tournevis testeur 125~250 V.Ces tournevis isolés répondant à la norme européenne EN 60900 sont équipés d’un manche ergonomique pour une parfaite tenue en main.
Wera
Embouts Impaktor Diamond
.jpg) Conçus pour résister aux conditions de vissage les plus rudes et particulièrement recommandés pour une utilisation sur les visseuses à chocs grâce à leur zone centrale Torsion agissant comme un amortisseur, les embouts de vissage Impaktor Diamond possèdent une pointe garnie de minuscules particules diamantées qui viennent mordre dans la vis et réduisent les forces de rejet particulièrement élevées qui se manifestent lors du vissage mécanique, lesquelles sont susceptibles d’entraîner un dérapage hors de la vis. La pression nécessaire est diminuée, ce qui ralentit très nettement l’usure des embouts lors du vissage mécanique.
Conçus pour résister aux conditions de vissage les plus rudes et particulièrement recommandés pour une utilisation sur les visseuses à chocs grâce à leur zone centrale Torsion agissant comme un amortisseur, les embouts de vissage Impaktor Diamond possèdent une pointe garnie de minuscules particules diamantées qui viennent mordre dans la vis et réduisent les forces de rejet particulièrement élevées qui se manifestent lors du vissage mécanique, lesquelles sont susceptibles d’entraîner un dérapage hors de la vis. La pression nécessaire est diminuée, ce qui ralentit très nettement l’usure des embouts lors du vissage mécanique.
Schill Outillage
PROline
 Les tournevis PROline de la marque Projahn, de fabrication allemande, sont des produits de qualité supérieure développés, produits et testés dans les usines les plus modernes. Ils sont équipés d’une poignée bi-matière à l’ergonomie étudiée pour une parfaite tenue en main et une force de serrage accrue. La tête de ces outils est fabriquée conformément aux spécifications DIN et ISO. Les tournevis PROline sont commercialisés à l’unité ou en jeux de 6 à 8 pièces.
Les tournevis PROline de la marque Projahn, de fabrication allemande, sont des produits de qualité supérieure développés, produits et testés dans les usines les plus modernes. Ils sont équipés d’une poignée bi-matière à l’ergonomie étudiée pour une parfaite tenue en main et une force de serrage accrue. La tête de ces outils est fabriquée conformément aux spécifications DIN et ISO. Les tournevis PROline sont commercialisés à l’unité ou en jeux de 6 à 8 pièces.
Sam Outillage
Tournevis S1
 Les tournevis S1 de Sam Outillage possèdent une lame en acier au chrome vanadium revêtue de chrome qui a fait l’objet d’un traitement thermique de précision. Ils sont équipés d’un manche ergonomique en matières élastomères résistant aux hydrocarbures et offrant une adhérence parfaite à la main grâce à son soft soyeux et anti-échauffement. Ses quatre zones d’appui permettent un serrage puissant et confortable et son extrémité ronde et lisse sans plan de joint est parfaitement adaptée à la paume de la main. Le repérage couleur présent sur le manche permet d’identifier rapidement l’empreinte de l’outil. Les tournevis de la gamme S1 disposent d’un marquage indélébile et peuvent être fixés facilement sur tous les supports grâce à leur trou d’accroche.
Les tournevis S1 de Sam Outillage possèdent une lame en acier au chrome vanadium revêtue de chrome qui a fait l’objet d’un traitement thermique de précision. Ils sont équipés d’un manche ergonomique en matières élastomères résistant aux hydrocarbures et offrant une adhérence parfaite à la main grâce à son soft soyeux et anti-échauffement. Ses quatre zones d’appui permettent un serrage puissant et confortable et son extrémité ronde et lisse sans plan de joint est parfaitement adaptée à la paume de la main. Le repérage couleur présent sur le manche permet d’identifier rapidement l’empreinte de l’outil. Les tournevis de la gamme S1 disposent d’un marquage indélébile et peuvent être fixés facilement sur tous les supports grâce à leur trou d’accroche.
Sam Outillage décline cette gamme en plusieurs jeux dont le jeu T-J1Z (présenté en photo) composé de 3 tournevis fente électricien (4 x 100 mm, 5,5 x 100 mm et 6,5 x 150 mm), 1 tournevis fente mécanicien (8 x 150 mm) et 2 tournevis Phillips® (1 x 100 mm et 2 x 125 mm).
Kraftwerk
Ergokraft
![]() Kraftwerk propose sous la référence 4115 le tournevis Ergokraft pour vis à empreinte cruciforme Phillips décliné en quatre longueurs de lame (de 150 à 255 mm) fabriquée en acier S2 pour une longévité maximum. Conforme aux normes DIN ISO 87641-1 et 87641-2, ce tournevis est équipé d’un manche ergonomique composé de deux matières antidérapantes dont l’extrémité ronde et polie évite les frictions dans la paume de la main. Pour une meilleure prise en main et pour une protection antiglisse accrue, les doigts peuvent être positionnés sur des empreintes préformées à la base du manche. Le manche de l’outil est percé pour suspendre le tournevis sur un présentoir. Ce modèle se range dans la large gamme de tournevis ergonomiques Ergokraft disponibles en jeux et coffrets.
Kraftwerk propose sous la référence 4115 le tournevis Ergokraft pour vis à empreinte cruciforme Phillips décliné en quatre longueurs de lame (de 150 à 255 mm) fabriquée en acier S2 pour une longévité maximum. Conforme aux normes DIN ISO 87641-1 et 87641-2, ce tournevis est équipé d’un manche ergonomique composé de deux matières antidérapantes dont l’extrémité ronde et polie évite les frictions dans la paume de la main. Pour une meilleure prise en main et pour une protection antiglisse accrue, les doigts peuvent être positionnés sur des empreintes préformées à la base du manche. Le manche de l’outil est percé pour suspendre le tournevis sur un présentoir. Ce modèle se range dans la large gamme de tournevis ergonomiques Ergokraft disponibles en jeux et coffrets.
Mob Outillage
Boîtier 32 embouts
 Dans la catégorie des boîtes d’embouts de vissage comportant une trentaine d’embouts variés, Mob outillage a sorti début 2011 un nouveau concept de boîtier offrant une bien meilleure accessibilité des embouts. Ce boîtier s’ouvre même à la verticale, lorsqu’il est par exemple accroché à la ceinture. Inutile de décrocher la boîte de la ceinture, l’embout est facile à attraper d’une main. Pour gagner encore en repérage de produits, les embouts portent un ressort de couleur indiquant le type d’empreinte. Mob a choisi des ressorts en métal anodisé plutôt qu’un anneau en plastique pour des raisons de durée de vie du repérage. Le boîtier comporte un porte-embout de 60 mm « Autolock » (l’utilisateur clipse l’embout pour que ce dernier soit verrouillé, puis il pousse la bague pour déverrouiller la sécurité et récupérer l’embout). Outre ce porte-embout, le boîtier comprend 32 embouts en acier supérieur au Silicium S2 : cinq empreintes (4 à 8 mm), quatre Phillips (PH0 à PH3), huit Pozidriv (PZ0 à PZ3), sept Torx (T10 à T40) et huit hexagonales (H1,5 à H8).
Dans la catégorie des boîtes d’embouts de vissage comportant une trentaine d’embouts variés, Mob outillage a sorti début 2011 un nouveau concept de boîtier offrant une bien meilleure accessibilité des embouts. Ce boîtier s’ouvre même à la verticale, lorsqu’il est par exemple accroché à la ceinture. Inutile de décrocher la boîte de la ceinture, l’embout est facile à attraper d’une main. Pour gagner encore en repérage de produits, les embouts portent un ressort de couleur indiquant le type d’empreinte. Mob a choisi des ressorts en métal anodisé plutôt qu’un anneau en plastique pour des raisons de durée de vie du repérage. Le boîtier comporte un porte-embout de 60 mm « Autolock » (l’utilisateur clipse l’embout pour que ce dernier soit verrouillé, puis il pousse la bague pour déverrouiller la sécurité et récupérer l’embout). Outre ce porte-embout, le boîtier comprend 32 embouts en acier supérieur au Silicium S2 : cinq empreintes (4 à 8 mm), quatre Phillips (PH0 à PH3), huit Pozidriv (PZ0 à PZ3), sept Torx (T10 à T40) et huit hexagonales (H1,5 à H8).
 Agecom
Agecom
Vadium
Equipés de lames en acier au chrome vanadium, les tournevis Vadium commercialisés par Agecom sont munis de manches bi-matière ergonomiques qui offrent un grand confort d’utilisation et une transmission de force maximum. Percés, ces manches peuvent être suspendus. Le jeu présenté comporte six tournevis Vadium dans des longueurs de lames de 75, 100 et 150 mm, trois pour vis à empreintes fendues (3,5 mm, 5,5 mm et 6,5 mm) et trois pour vis à empreinte Phillips (PH0, PH1 et PH2).
Riss Industrie
Embouts en acier forgé
![]() Offrant une résistance trois fois supérieure à celle d’embouts en acier non forgé, les embouts Riss en acier forgé S2 sont préconisés pour des usages industriels. La géométrie de leur empreinte permet une forte augmentation du couple. Ces embouts forgés existent dans les longueurs de 25 et 50 mm et en plusieurs empreintes, Pozidriv, Phillips, Torx et carrée. Ils sont compatibles avec toutes les visseuses classiques (queue hexagonale 6,35 mm).
Offrant une résistance trois fois supérieure à celle d’embouts en acier non forgé, les embouts Riss en acier forgé S2 sont préconisés pour des usages industriels. La géométrie de leur empreinte permet une forte augmentation du couple. Ces embouts forgés existent dans les longueurs de 25 et 50 mm et en plusieurs empreintes, Pozidriv, Phillips, Torx et carrée. Ils sont compatibles avec toutes les visseuses classiques (queue hexagonale 6,35 mm).
KS Tools
Embouts à code couleur
 KS Tools propose une gamme complète d’embouts de vissage avec un code couleur facilitant l’identification du type d’empreinte au premier coup d’œil. Les coffrets d’embouts proposent des compositions de 15 à 71 embouts courts et longs. Tous les embouts au détail sont également disponibles sur carte par lot de 3 pièces.
KS Tools propose une gamme complète d’embouts de vissage avec un code couleur facilitant l’identification du type d’empreinte au premier coup d’œil. Les coffrets d’embouts proposent des compositions de 15 à 71 embouts courts et longs. Tous les embouts au détail sont également disponibles sur carte par lot de 3 pièces.
Beta
Etui micro-tournevis et embouts
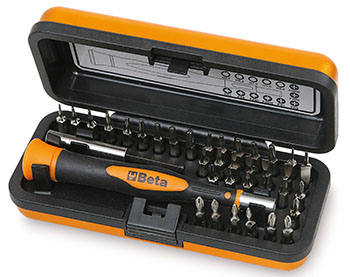 Beta propose une composition livrée dans un étui compact en aluminium anodisé comprenant un micro-tournevis pour les travaux de précision, une rallonge magnétique et 36 embouts de vissage de 4 mm : 9 embouts pour vis à empreinte Torx® ; 5 embouts pour vis à empreinte Tamper Resistant Torx® ; 9 embouts pour vis à fente ; 5 embouts pour vis 6 pans ; 4 embouts pour vis à empreinte Phillips® et 4 embouts pour vis à empreinte Pozidriv® Supadriv®.
Beta propose une composition livrée dans un étui compact en aluminium anodisé comprenant un micro-tournevis pour les travaux de précision, une rallonge magnétique et 36 embouts de vissage de 4 mm : 9 embouts pour vis à empreinte Torx® ; 5 embouts pour vis à empreinte Tamper Resistant Torx® ; 9 embouts pour vis à fente ; 5 embouts pour vis 6 pans ; 4 embouts pour vis à empreinte Phillips® et 4 embouts pour vis à empreinte Pozidriv® Supadriv®.
Stahlwille
Tournevis Drall
 La gamme de tournevis Drall proposée par le fabricant Stahlwille bénéficie de lames en acier allié au chrome de qualité supérieure trempées sur toute leur longueur et dont la pointe noircie assure une parfaite transmission du couple de vissage. Elle est déclinée en deux types de manches dont la forme épouse parfaitement la main fermée de l’utilisateur pour transmettre le maximum de force, Drall+ et 3KDrall. Les manches bimatière Drall+ possèdent un cœur en polypropylène noir offrant une grande résistance aux chocs et un surmoulage en thermoplastique élastomère vert procurant un confort optimal qui est injecté selon un procédé particulier pour le rendre indissociable du noyau. Ils équipent des tournevis existant dans tous types d’empreintes ainsi que des modèles isolés « VDE » 1000 V en courant alternatif et 1500 V en courant continu et des modèles avec capuchon de frappe. Outre le cœur en polypropylène noir et le surmoulage en thermoplastique élastomère vert, les manches trimatière 3KDrall possèdent un revêtement en fibre spéciale résistant durablement aux solvants.
La gamme de tournevis Drall proposée par le fabricant Stahlwille bénéficie de lames en acier allié au chrome de qualité supérieure trempées sur toute leur longueur et dont la pointe noircie assure une parfaite transmission du couple de vissage. Elle est déclinée en deux types de manches dont la forme épouse parfaitement la main fermée de l’utilisateur pour transmettre le maximum de force, Drall+ et 3KDrall. Les manches bimatière Drall+ possèdent un cœur en polypropylène noir offrant une grande résistance aux chocs et un surmoulage en thermoplastique élastomère vert procurant un confort optimal qui est injecté selon un procédé particulier pour le rendre indissociable du noyau. Ils équipent des tournevis existant dans tous types d’empreintes ainsi que des modèles isolés « VDE » 1000 V en courant alternatif et 1500 V en courant continu et des modèles avec capuchon de frappe. Outre le cœur en polypropylène noir et le surmoulage en thermoplastique élastomère vert, les manches trimatière 3KDrall possèdent un revêtement en fibre spéciale résistant durablement aux solvants.
Wiha
SlimFix
 Les nouveaux tournevis SoftFinish® Électricien slimFix de Wiha – isolation jusqu’à 1 000 V – sont équipés d’une lame isolée de 33% plus mince qu’une lame isolée classique. La lame ‘‘slim’’ permet donc d’atteindre facilement les vis ou ressorts situés en profondeur. La gaine d’isolation est directement moulée sur la lame pour une parfaite sécurité. Le manche ergonomique SoftFinish® bi-matière en élastomère assure un couple de serrage optimal et un très grand confort d’utilisation. Ces tournevis Wiha sont disponibles en empreintes fente, Phillips, Pozidriv, Xeno Fente/Phillips (empreinte mixte) et carré Robertson. La Technologie Slim de Wiha est également disponible sur le programme d’embouts interchangeables slim VDE 6 mm isolés, compatibles avec le porte-embout SoftFinish® Électricien slimVario 6 mm et avec les tournevis dynamométriques TorqueVario®-S VDE à l’aide du porte-embout slimTorque VDE 6 mm.
Les nouveaux tournevis SoftFinish® Électricien slimFix de Wiha – isolation jusqu’à 1 000 V – sont équipés d’une lame isolée de 33% plus mince qu’une lame isolée classique. La lame ‘‘slim’’ permet donc d’atteindre facilement les vis ou ressorts situés en profondeur. La gaine d’isolation est directement moulée sur la lame pour une parfaite sécurité. Le manche ergonomique SoftFinish® bi-matière en élastomère assure un couple de serrage optimal et un très grand confort d’utilisation. Ces tournevis Wiha sont disponibles en empreintes fente, Phillips, Pozidriv, Xeno Fente/Phillips (empreinte mixte) et carré Robertson. La Technologie Slim de Wiha est également disponible sur le programme d’embouts interchangeables slim VDE 6 mm isolés, compatibles avec le porte-embout SoftFinish® Électricien slimVario 6 mm et avec les tournevis dynamométriques TorqueVario®-S VDE à l’aide du porte-embout slimTorque VDE 6 mm.
Klann France/Gedore
Dremo Plus 3C
 Dremo Plus 3 C du fabricant allemand Gedore est un tournevis à la lame en acier au chrome vanadium trempée sur toute la longueur. Son manche multi-matière est composé : d’un robuste noyau qui transmet de manière sûre la force de serrage à la lame ; d’une partie arrière en matériau souple offrant une excellente prise en main, autorisant une rotation puissante et évitant une fatigue prématurée en utilisation continue ; d’une partie avant rigide de forme hexagonale facilitant une rotation rapide de l’outil et sécurisant la position du tournevis sur toutes les surfaces. Un épaulement hexagonal forgé situé à l’avant du manche permet d’augmenter le couple de vissage en utilisant une clé à fourche. Les cinq types de pointes existantes (fente, cruciforme, Phillips, Torx et Torx de sécurité) sont rapidement identifiables par un code couleur et un marquage sur la tête. Ce tournevis est également proposé en version équipée d’un capuchon de frappe pour faciliter le desserrage des vis bloquées.
Dremo Plus 3 C du fabricant allemand Gedore est un tournevis à la lame en acier au chrome vanadium trempée sur toute la longueur. Son manche multi-matière est composé : d’un robuste noyau qui transmet de manière sûre la force de serrage à la lame ; d’une partie arrière en matériau souple offrant une excellente prise en main, autorisant une rotation puissante et évitant une fatigue prématurée en utilisation continue ; d’une partie avant rigide de forme hexagonale facilitant une rotation rapide de l’outil et sécurisant la position du tournevis sur toutes les surfaces. Un épaulement hexagonal forgé situé à l’avant du manche permet d’augmenter le couple de vissage en utilisant une clé à fourche. Les cinq types de pointes existantes (fente, cruciforme, Phillips, Torx et Torx de sécurité) sont rapidement identifiables par un code couleur et un marquage sur la tête. Ce tournevis est également proposé en version équipée d’un capuchon de frappe pour faciliter le desserrage des vis bloquées.
Unior
Tournevis TBI
 Les tournevis Unior de la gamme TBI possèdent une lame en acier au chrome molybdène haute résistance à finition chromée anti-corrosion dont la pointe brunie, magnétisée, évite l’écaillage. Le verrouillage de la lame par surmoulage dans la totalité du manche assure une grande robustesse à ces outils permettant un couple de serrage élevé. Leur manche tri-matière exclusif est fait d’un alliage de matières souples pour une prise en main parfaite, même en présence de graisse, et une amélioration du pouvoir de transmission. Ce manche ergonomique antidérapant est troué pour permettre le rangement suspendu du tournevis. La gamme TBI est disponible en empreintes plate, Pozidriv, Phillips, Torx, Resistorx, hexagonale et à douille emmanchée.
Les tournevis Unior de la gamme TBI possèdent une lame en acier au chrome molybdène haute résistance à finition chromée anti-corrosion dont la pointe brunie, magnétisée, évite l’écaillage. Le verrouillage de la lame par surmoulage dans la totalité du manche assure une grande robustesse à ces outils permettant un couple de serrage élevé. Leur manche tri-matière exclusif est fait d’un alliage de matières souples pour une prise en main parfaite, même en présence de graisse, et une amélioration du pouvoir de transmission. Ce manche ergonomique antidérapant est troué pour permettre le rangement suspendu du tournevis. La gamme TBI est disponible en empreintes plate, Pozidriv, Phillips, Torx, Resistorx, hexagonale et à douille emmanchée.
Hexel
Tournevis All-in-One
 All-in-One, le tournevis ‘‘7 en 1’’ lancé par Hexel au début de l’année possède une lame brevetée permettant le vissage de sept empreintes différentes : Phillips PH0, PH1, PH2 et PH3 et Pozdriv PZ1, PZ2 et PZ3. Cette lame est en outre équipée d’une bague magnétique coulissante permettant de maintenir la vis pour libérer l’une des mains. Le tournevis est livré par 10 pièces en display comptoir équipé d’un testeur pour que l’utilisateur puisse tester le tournevis sur différentes vis.
All-in-One, le tournevis ‘‘7 en 1’’ lancé par Hexel au début de l’année possède une lame brevetée permettant le vissage de sept empreintes différentes : Phillips PH0, PH1, PH2 et PH3 et Pozdriv PZ1, PZ2 et PZ3. Cette lame est en outre équipée d’une bague magnétique coulissante permettant de maintenir la vis pour libérer l’une des mains. Le tournevis est livré par 10 pièces en display comptoir équipé d’un testeur pour que l’utilisateur puisse tester le tournevis sur différentes vis.
{kind=link}