









 Votre publicité
Votre publicité Devenir partenaires
Devenir partenaires
Les couronnes diamantées
Des ventes croissantes en distribution
Encore peu développées dans le secteur de la distribution, les ventes de couronnes diamantées recèlent toutefois d'un véritable potentiel de croissance, les artisans du second oeuvre bâtiment étant de plus en plus nombreux à recourir à cette technique. Néanmoins, ce marché exige de la part des fournisseurs d'importants efforts d'accompagnement et de services pour aider le distributeur à acquérir toute une expertise et l'inciter à aller chercher des chantiers dévolus à la vente directe.
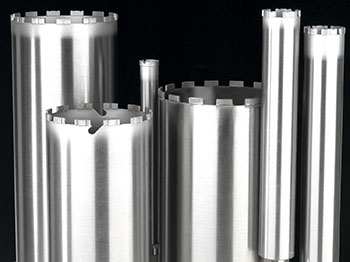
 Couronne, foret, carotte, trépan, scie cloche... les appellations varient au gré des gammes des fournisseurs. Si les dénominations scie cloche et trépan semblent surtout réservées aux outils de petites dimensions, utilisables sur les machines électroportatives, les autres termes expriment volontiers la même réalité : un tube en acier surmonté de segments diamantés, utilisé sur une carotteuse portative ou sur un moteur de carrotage équipé ou non d'un bâti, pour découper du béton. Ce matériau représente en effet 80% à 90% des applications, suivi par l'asphalte et le granit.
Couronne, foret, carotte, trépan, scie cloche... les appellations varient au gré des gammes des fournisseurs. Si les dénominations scie cloche et trépan semblent surtout réservées aux outils de petites dimensions, utilisables sur les machines électroportatives, les autres termes expriment volontiers la même réalité : un tube en acier surmonté de segments diamantés, utilisé sur une carotteuse portative ou sur un moteur de carrotage équipé ou non d'un bâti, pour découper du béton. Ce matériau représente en effet 80% à 90% des applications, suivi par l'asphalte et le granit.
Un marché en croissance
Si les contours de ce marché sont, de l’avis même des marques présentes dans cet univers, difficiles à évaluer avec précision, une chose est sûre : le poids de la vente directe reste important, l’un des leaders de ce marché passant d’ailleurs presque uniquement par ce canal. La part de la vente directe varierait selon les observateurs de 50% à 70% des ventes globales de couronnes diamantées, estimées entre 10 ou 12 millions d’euros.
Ainsi, le marché qui transiterait par la distribution (fournitures industrielles surtout et négoces en matériaux) et la location, se situerait aux alentours de quatre ou six millions d’euros, volume sur lequel interviennent de nombreux fournisseurs. Certains, à l’instar de Tyrolit, fabriquent eux même leurs tubes et maitrisent la composition de leurs segments. D’autres ont pris l’option d’assembler dans leurs propres ateliers les différents éléments qui composent une couronne. D’autres encore, plus classiquement, s’approvisionnent auprès de différents industriels, à partir d’un cahier des charges.
Quoi qu’il en soit, le poids des ventes passant par la distribution semble croissant. Tout d’abord, la technique du carottage diamant est encore relativement récente. Auparavant, les entrepreneurs construisaient un mur ou une dalle en prévoyant une réserve, anticipant l’emplacement du futur trou. Ou alors, ils attaquaient le matériau au marteau. Aujourd’hui, grâce au diamant, il devient plus rapide pour eux de couler la dalle ou de monter le mur pour ensuite forer de façon nette et précise le trou, au bon endroit, sans bavure, et sans nécessité de ramasser les éclats de béton éparpillés un peu partout. La couronne agit en effet par abrasion, en usant le matériau en contact avec elle, et peut percer très près du bord. Ce procédé se généralisant et se démocratisant, de plus en plus d’artisans s’équipent de moteurs de carottage et de couronnes. Pour des besoins ponctuels, ils ont plutôt recours à la location, elle aussi florissante sur ce secteur.
Peu de stocks en magasin
Les applications sur lesquelles s’orientent les artisans du bâtiment déterminent logiquement le type de couronnes disponibles dans la distribution.
Les principaux métiers à recourir à ce procédé sont principalement les chauffagistes, les plombiers, et les électriciens pour les passages de gaines ou de tuyaux. Si les diamètres des couronnes passant par les distributeurs peuvent globalement s’étendre de 40 à 500 ou 600 mm, la plupart d’entre eux ne stockent que quelques diamètres situés entre 80 et 130 mm, qui correspondent aux évacuations, tuyauteries sanitaires, aérations...
Les longueurs, elles, se concentrent sur 400 à 450 mm, sauf en ce qui concerne les couronnes Forsheda, destinées à la pose des joints du même nom, pour les raccords de canalisation utilisés en voirie. Pour des raisons d’accessibilité, ces dernières sont plus courtes (300 mm) mais disposent de diamètres plus importants que la moyenne (152-355 mm).
La bonne formule
Une couronne est donc constituée d’un tube en acier, comportant à son extrémité des segments de différentes formes composés de diamants et de liant. C’est là que s’exprime tout le savoir-faire du fabricant. Le liant doit en effet être suffisamment tendre pour faciliter l’apparition de la seconde couche de diamant en surface dès que la couche supérieure est usée, permettant ainsi une sorte de régénération du segment. S’il est trop tendre, la couronne ne durera évidemment pas très longtemps, perdant rapidement ses diamants. S’il est trop dur, les grains ne pourront se libérer. La nature du liant dépend donc de la dureté du matériau à découper, de même que l’importance de la charge de diamants.
Les fabricants travaillent également sur une meilleure répartition des diamants sur le segment, en capitalisant parfois sur des technologies mises en œuvre sur le disque diamant. Ainsi en 2011, Husqvarna a développé sa technologie Diagrip sur ses couronnes. Par un traitement spécifique des diamants afin d’assurer leur distribution optimale sur les segments, ce qui évite de perdre des diamants et permet une usure régulière, les couronnes résistent plus longtemps et gagnent en performance de coupe sur les différents types de bétons.
De son côté, Tyrolit, lance sur Batimat sa nouvelle technologie TGD (Tyrolit Grain Distribution) qui permet de disposer les grains de diamant de manière équidistante dans un segment et ce dans les trois dimensions. Les caractéristiques de vitesse de pénétration et la performance du carrotage sont ainsi nettement améliorées par rapport à la classique répartition aléatoire. Pour l'heure, cette gamme est destinée aux prestataires.
Brasé ou soudé
Quant à la fixation des segments, elle s’effectue soit par brasage, soit par soudage laser. Si cette dernière technologie se développe actuellement, chacune semble avoir selon nos interlocuteurs ses avantages et inconvénients.
Le brasage nécessite un apport d’eau, de façon à refroidir l’outil lors du travail au risque sinon de favoriser le détachement des segments. Rappelons que l’eau joue un rôle crucial dans la performance du forage diamant. Une eau chargée de boue composée d’agrégats permettra non seulement de refroidir l’outil mais contribuera à en améliorer les performances abrasives, en favorisant notamment la régénération du diamant. Une eau trop claire, en faible quantité, nuira ainsi à la rapidité de la coupe et à la longévité de l’outil.
La soudure étant insensible à la température, cette technique affiche une promesse supérieure de tenue dans le temps. Néanmoins, les défenseurs du brasage observent que l’utilisation d’eau offre au segment brasé la même résistance qu’un segment soudé. En revanche, ce dernier peut se révéler approprié pour un néophyte susceptible de ne pas utiliser assez d’eau pour son travail. Le segment soudé offrirait également plus de résistance en cas de rencontre de ferraille contenue dans l’agrégat mais évidemment n’est pas garanti contre la casse...
Le recours au segment soudé laser permet de travailler à sec, du moins dans les matériaux creux (brique, béton alvéolaire...), ce qui explique d’ailleurs qu’il soit plus fortement répandu dans le nord de l’Europe où ces matériaux de construction sont privilégiés, contrairement à l’hexagone. En revanche, l’utilisation d’eau permet d’augmenter la durée de vie de la couronne et la vitesse de travail. Toutefois, dès que l’opérateur travaille dans un matériau plein, impossible de faire l’impasse sur l’eau qui permet d’évacuer les agrégats et les poussières. A noter également que dès que l’on se situe sur les gros diamètres, la technologie laser disparaît au profit de celle du brasage.
En ce qui concerne le forage à sec, certains déploient également la technologie du brasage sous vide, la couronne disposant d’un corps ventilé et d’encoches spécifiques entre les segments pour permettre à la poussière de s’évacuer rapidement. Si ces forets sont adaptés au béton et fort appréciables pour une utilisation chez un particulier, ils ne dépassent pas les 200 mm de diamètre.
Le segment tient la forme
Si la hauteur des segments varie selon les gammes de 7 à 10 mm, leur forme adopte de plus en plus différentes géométries pour une meilleure attaque dans le matériau et l’augmentation de la vitesse de pénétration. Le but est de faciliter le travail, de générer une plus grande productivité et une économie financière en limitant la perte de segments.
Le segment classique, dit plat, doit ainsi désormais composer avec des segments en pointe, avec toits, ondulés, crénelés, à encoche... L’objectif des segments pointus, qui selon les marques prend différents noms, est de favoriser l’amorce lors du démarrage. Mal abordée, cette phase critique du travail peut se conclure par la casse d’un segment et un trou peu précis. Au démarrage, un segment en pointe permet de bien attaquer la matière par une meilleure accroche. Certains font toutefois remarquer que cette pointe d’environ un millimètre s’use au bout de quelques trous et que le segment, redevenu plat, perd alors ses attributs.
La géométrie ondulée intervient sur toute la hauteur du segment. Cette technique initiée par Diager garantit une meilleure évacuation des gravats tout en diminuant la puissance nécessaire pour le carottage. Le travail sur la géométrie des segments a permis de limiter le frottement et faire en sorte que la machine ait besoin de moins de couple pour faciliter le travail. Le segment dit en toits, proposé par Tyrolit, autorise notamment un centrage très précis, la surface de contact minimale avec la surface de forage entraînant une absence de déviation de la couronne et une absence de vibrations, au profit de meilleures performances pendant tout le travail.
Quant au segment encoché, brasé sur trois points (le fond du fût et les deux côtés), il offre lui aussi une bonne tenue latérale, ce qui permet d’éviter de casser le segment.
Pas de couronnes sans machine
Le rôle de la machine et du bâti n’est évidemment pas neutre au niveau de la facilitation du démarrage ou du centrage de la couronne.
Consommable, la couronne nécessite effectivement différents équipements pour être mise en œuvre, assurer sa stabilité et la découpe au bon endroit : moteur de carrotage, bâti pour supporter la machine et ne pas travailler à main levée, pompe à vide pour assurer le vide d’air lors du fixage de l’outil de carrotage avec la machine, etc., sans oublier les adaptateurs pour relier une couronne et une carotteuse d’un emmanchement différent. Les couronnes sont en effet fixées sur le moteur par différents types d’emmanchement. Les plus courants sur le marché sont le 1/2’’ (jusqu’au diamètre de couronne 160 mm) et le 1 1/4’’ (pour les diamètres de couronne supérieurs à 160 mm). Compte tenu des diamètres vendus, la distribution propose essentiellement des carotteuses disposant de moteurs électriques monophasés. Le matériel hydraulique et thermique reste réservé aux couronnes de grands diamètres (à partir de 350 ou 400 mm). Il apparaît néanmoins difficile pour une marque d’exister sur ce marché sans compléter la vente de ses couronnes par celle des machines associées. Visiblement, les distributeurs, pas toujours aguerris en matière de forage diamanté, préfèrent proposer une solution complète à leurs clients et se référer à un même interlocuteur. Et ce d’autant plus que sur ce marché, les volumes ne sont pas encore très importants. A l’exception d’Husqvarna, qui fabrique ses couronnes et ses moteurs de carrotage, la plupart des intervenants de cet univers s’approvisionnent chez différents fabricants de machines, notamment l’Italien Cardi, très présent sur le marché français.
Certains fabricants, comme Tyrolit, observent également un mouvement en faveur des petits moteurs utilisables à main levée. Ce qui évite notamment le temps consacré à la fixation du bâti. Au Benelux, ces machines portatives constituent déjà plus de la moitié des ventes. En France, ce procédé tend à se développer, sous l’effet de l’évolution en faveur des nouveaux matériaux creux ou pour forer dans des bétons légers tel qu’on en trouve dans le sud de la France. Cette évolution s’accompagne également, tout particulièrement dans la distribution, de la mise en place de tubes plus légers, aux parois plus minces, plus faciles à mettre en oeuvre à main levée.
La resegmentation, un service clé
Etant donnée la faible maturité de ce marché dans la distribution, le besoin de services et d’accompagnement est essentiel. Ce rôle recouvre plusieurs dimensions.
D’abord, le fournisseur doit être capable de livrer rapidement (24 ou 48 heures) au distributeur les diamètres demandés mais non stockés. Ensuite, l’autre élément incontournable apporté par les marques au distributeur réside dans le service de resegmentation, autrement dit leur capacité à recharger les couronnes usées ou cassées. Cette opération permet de réaliser par rapport à l’achat d’une couronne neuve une économie de l’ordre de 30% à 50% mais exige également de la réactivité. Lorsque l’utilisateur a cassé une couronne, le chantier est évidemment engagé et une couronne immobilisée se répercute souvent en perte de temps et d’argent. Le tube est nettoyé, voire sectionné, et de nouveaux segments sont ainsi rebrasés. Dans le cas de segments soudés, le tube peut aussi être coupé et faire l’objet d’une nouvelle segmentation, par brasage.
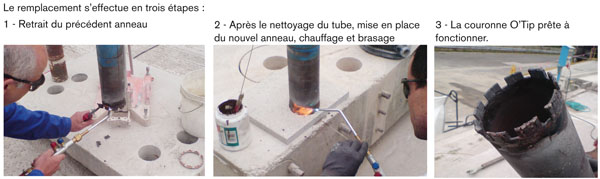
Parmi les évolutions récentes sur ce marché, certains fabricants, à l’instar d’Hilti dans la vente directe et de Norton-Clipper dans la distribution, ont cherché à apporter des solutions à cette problématique de la resegmentation. A travers sa solution O’Tip, un anneau comportant des segments de diamant, Norton Clipper permet ainsi à l’utilisateur de changer sa couronne en quelques minutes, directement sur le chantier. Ce qui évite le délai de 24 ou 48 heures lié au transport lors d’un renvoi de la couronne chez le fournisseur, pour un coût également plus réduit. Le distributeur peut lui-même assurer ce service qui lui permet par ailleurs de réduire ses stocks de couronnes, les anneaux O’Tip étant peu volumineux. Reste toutefois encore à la marque de continuer à déployer de la formation auprès des distributeurs, pour que ces derniers soient en mesure d’expliquer le bénéfice de l’opération à des utilisateurs habitués à ne pas faire eux-mêmes le regarnissage.
Un besoin d’accompagnement
Globalement, le besoin de formation et d’information sur ce marché reste important, d’autant que les distributeurs sont de plus en confrontés à des artisans du bâtiment qui découvrent cet équipement. D’où des actions de formation auprès des vendeurs pour que ces derniers soient en mesure d’apporter les règles de base du bon carottage : rôle de l’eau, l’importance du centrage de la couronne, le bon positionnement du bâti, etc.
Sur le point de vente, étant donné les tailles des couronnes, il reste difficile de mettre en avant ces consommables, malgré quelques présentoirs. Néanmoins, plusieurs marques ont fait l’effort de structurer leurs linéaires diamant, en y accordant une place pour les couronnes, notamment à l’attention de ceux qui abordent cette activité. Les codes couleurs sont également apparus en fonction des matériaux (béton dur, béton tendre, asphalte, granit...) pour essayer de simplifier le choix et fournir au client l’outil adapté au travail à réaliser.
Des kits sont également proposés en fonction des métiers : le professionnel a l’assurance d’acheter les outils qui correspondent à ses besoins et la machine pour les mettre en œuvre.
Mais le développement de ce marché ne repose pas que sur la mise en rayon d’une gamme de produits standard. Certains fabricants effectuent des tournées accompagnées chez les clients pour les aider à identifier d’éventuels problèmes de forage et y répondre parfois avec des segments conçus sur mesure... Cette expertise permet surtout au distributeur d’aller chercher de nouveaux marchés, notamment ceux qui sont encore l’apanage de la vente directe.
 Diager – Programme Performance
Diager – Programme Performance
Fabricant depuis 50 ans de produits carbures et diamant dans le secteur du bâtiment et de l’industrie, Diager a développé un programme de couronnes diamant utilisables à sec et sous eau répondant aux problématiques du terrain.
L’entreprise a notamment conçu une nouvelle géométrie de segment ondulé, garantissant une meilleure évacuation des gravats tout en diminuant la puissance nécessaire pour le carottage. La qualité de la brasure tolère des montées en température élevée sans risque de dessouder.
Diager propose trois gammes en fonction des matériaux à carotter : bétons/bétons armés, matériaux abrasifs et spécial asphalte. De plus, chaque gamme est disponible en raccord 1/2'' ou 1 1/4'', allant du diamètre 30 à 400 mm pour une longueur standard de 400 mm. La plupart des couronnes sont compatibles joint « Forsheda ».
Pour le perçage manuel ou avec des machines de faible puissance, une gamme spécifique est proposée. Le nombre de segments est réduit , d’où un allégement du poids de la couronne qui évite le débrayage du moteur, offrant ainsi une plus grande précision et un confort accru lors de l’utilisation.
La gamme trépan diamant s’utilise, elle, avec des perceuses conventionnelles. Celle-ci permet le carottage sans percussion des matériaux creux ou alvéolaires : parpaing, brique, béton cellulaire… Elle est disponible du diamètre 29 à 82 mm et dans des longueurs utiles de 66 ou 150 mm.
Par ailleurs, Diager assure le SAV le remplacement des segments cassés ou usés de ses couronnes.
 Tyrolit – Couronne CDL**
Tyrolit – Couronne CDL**
Les couronnes diamantées Tyrolit en segments Standard** offrent un forage de qualité pour un emploi quotidien sur le béton et les matériaux de construction.
Elles disposent notamment de segments en toit qui apportent un centrage très précis. En effet, la surface de contact minimale avec la zone de forage entraîne une absence de déviation de la couronne et de vibrations. Le bâti et le moteur de forage sont moins sollicités et le frottement du tube est minimisé grâce à un guidage précis (perte de performance moindre au niveau de la puissance d’entraînement).
Le démarrage du forage et le comportement de la couronne pendant le travail sont également améliorés. L’avance est accrue tout au long de la durée de vie de la couronne et les besoins sont moindres en termes de pression de forage. De meilleures performances sont constatées pour le forage des armatures en acier. En outre, l’avivage de segments n’étant pas nécessaire, les coûts de réparation des machines sont réduits et des économies sur le temps de travail sont réalisées. Les segments des couronnes sont soudés au laser pour les couronnes à anneaux (jusqu’au diamètre 42) et à segments.
Ces couronnes se déclinent en deux gammes : CDL**, des couronnes pour un emploi journalier sur carotteuse électrique à moteur monophasé qui offrent une excellente coupe et un très bon rendement, et CDM**, des couronnes de qualité pour l’usage quotidien avec une large gamme disponible jusqu’au diamètre 1 000 mm.
 Husqvarna – Série D800
Husqvarna – Série D800
La Série D800 de Husqvarna se compose de forets à haut rendement, avec un accent mis sur la longévité et la maîtrise. Elle couvre la majorité des utilisations dans le bâtiment et les travaux publics. Les forets sont soudés au laser pour pouvoir forer à sec dans les tuyaux en béton sans souci. Leur conception, qui réduit le frottement latéral, augmente la maîtrise de l'outil.
 Abras – Couronne Diamand
Abras – Couronne Diamand
Les couronnes Diamand de la marque Abras s’utilisent pour le béton et le béton armé dans les secteurs BTP, VRD, collectivités.
Le premier modèle présenté dispose d’un raccord 1 1/4'' femelle. Il s’agit d’une couronne à segments laser Turbo d’une hauteur 10 mm et d’une longueur utile de 410 mm, ce qui lui assure une excellente capacité de perforation et de longévité.
Le second modèle, à raccord 3 trous, est une couronne également à segments laser Turbo mais d’une hauteur totale de 9 mm pour forage à eau. Sa longueur utile est de 300 mm.
Les couronnes à soudure laser sont proposées jusqu’au diamètre 200 mm. Elles sont brasées à partir du diamètre 212 mm.
 Sidamo – Une gamme complète
Sidamo – Une gamme complète
Sidamo propose une gamme complète de couronnes diamantées pour le forage des bétons (couronnes de longueur 430 mm) ou pour le forage des buses et canalisations béton (couronnes Forsheda). Ici, on peut voir une couronne destinée au carottage dans le béton et le béton armé d’un diamètre de 201 mm, associée à un moteur de carottage T6 de marque Cardi, monté sur son bâti de carottage C3.
 Diam Industries – Couronnes Helix
Diam Industries – Couronnes Helix
La gamme de couronnes soudées laser Helix proposée par Diam Industries se caractérise par ses performances en terme de rapidité et de longévité. Le tube dispose d’une longueur utile de 450 mm.
La tôle est renforcée et striée pour une meilleure évacuation des poussières. Pour faciliter l’armorce au démarrage, les segments diamantés sont crénelés et biseautés. Ces couronnes peuvent être resegmentées. Cette gamme se décline du diamètre 42 mm au 200 mm, en attache
1 1/4'' ou 1/2’’ (diamètres de 42 à 152 mm).
 Samedia – Forets Activ’Diam
Samedia – Forets Activ’Diam
La nouvelle gamme de forets Activ’Diam fabriquée en France par Samedia dispose de segments en forme de trapèze permettant un démarrage ultra-rapide. Grâce à leur arête tranchante Rooftop, l’outil pénètre instantanément dans le matériau. Les diamants sont par ailleurs saillants pour favoriser l’avivage de l’outil lors de la coupe. Cette gamme est disponible du diamètre 42 mm au diamètre 602 mm pour une longueur de 420 mm. Elle se décline en qualité pour le béton, le granit, l’asphalte, avec des raccords 1 1/4'' et 1/2'' gaz. Elle se complète également d’un foret assainissement béton d’une longueur utile de 300 mm.
 Peuvrel Outils Diamantés – Couronne RPX
Peuvrel Outils Diamantés – Couronne RPX
La nouvelle couronne diamantée RPX fabriquée par Peuvrel Outils Diamantés permet de carotter très rapidement les matériaux les plus durs tels que le granit, le béton très renforcé, le silex, etc. Les segments diamantés sont soudés laser et allient à la fois vitesse de coupe et longévité grâce à une très haute qualité de liant et une forte concentration de diamant. La référence RPX peut être aussi bien utilisée sur une carotteuse portative que sur une carotteuse sur bâti électrique ou hydraulique. Les couronnes peuvent également être rechargées très rapidement dans toute la France. Cette société familiale possède un très important stock de couronnes allant du diamètre 10 au 1 200 mm en toutes longueurs !
 Adamas – Pro-ST100
Adamas – Pro-ST100
La gamme de couronnes PRO-ST100 d’Adamas est conçue spécifiquement pour l’installateur professionnel. Le liant spécifique coupe très bien dans les différents matériaux. La conception à tête pointue garantit une bonne attaque de la couronne. Par ailleurs, le soudage au laser diminue fortement le risque de perte de segments. Adamas est également en mesure d’accompagner ses clients pour leur proposer des solutions spécifiques.
Norton-Clipper – La solution O’Tip
Lancée par Norton Clipper en 2010, la solution O’Tip cherche à répondre à la problématique de l’usure des forets diamantés en mettant leur recharge à portée de tous.
Ce système de recharge des segments sur les carottes diamantées (perçage à l’eau) élimine l’opération de brasure de segments sur le tube du foret pour la remplacer par la brasure d’une nouvelle terminaison, un anneau en acier sur lequel sont déjà pré-positionnés et soudés des segments crénelés. Avec cette technologie, la mise en place de nouveaux segments ne demande qu’un brasage unique effectué rapidement entre l’anneau en acier et le pourtour du tube du foret, sur une surface large qui confère à l’assemblage une excellente tenue à l’effort. Des trous sont en effet pré-percés dans l’anneau en acier O’Tip afin que le brasage soit optimal (diffusion par capillarité). De même, l’anneau a été préformé en forme de L pour épouser parfaitement le foret usé. L’opération, qui ne dure que dix minutes, peut être reconduite cinq fois au minimum.
Les avantages sont donc nombreux. D’abord, cette innovation génère un gain de temps et s’avère moins onéreuse que les solutions de recharge traditionnelle (coûts de main d’œuvre, de transport). L’opération ne nécessite en effet aucun équipement complémentaire, peut s’effectuer directement sur le chantier par l’utilisateur, ce qui évite la nécessité de stocker des forets. La durée de vie du foret est également accrue, ce dernier pouvant être utilisé sur toute sa longueur sans avoir été recoupé à plusieurs reprises.
L’anneau O’Tip joue par ailleurs la carte de la performance. Le fait que ses segments soient crénelés permet de réduire la friction et d’augmenter la vitesse de travail. Leur forme pointue facilite par ailleurs l’amorce et la rapidité du démarrage. Leur hauteur est de 10 mm. Ce système est disponible en plusieurs diamètres de 42 à 202 mm.
Deux exemples de moteurs et bâtis
 ATDV – Carotteuses électriques
ATDV – Carotteuses électriques
ATDV propose des moteurs Cardi pour couronnes diamantées pourvus d’un emmanchement standard 1 1/4''.
Le variateur et son système de débrayage électroniques assurent confort et sécurité à l’opérateur et augmentent la durée de vie du moteur. Ils sont garantis deux ans.
Le support colonne en aluminium est léger, orientable et muni de roues pour un transport aisé. De nombreux accessoires peuvent être adaptés, tels que le récupérateur d’eau, le support pour fixation sur échafaudages, etc.
Le modèle CD200E, présenté ici, pèse 19 kg. Sa puissance moteur est de 220 V-2200 W pour des vitesses de 385, 920 et 1280 t/mn. Le diamètre maximal de forage est de 200 mm. La hauteur de colonne permet une course de 577 mm.
 Lissmac – CDM 25W et CDM 33W
Lissmac – CDM 25W et CDM 33W
Outre des couronnes de différents diamètres et longueurs pour le béton et l'asphalte avec des segments soudés au laser, la société Lissmac commercialise une gamme de machines de carottage, dont font partie la CDM 25W et la CDM 33W.
De construction compacte et robuste, ces modèles permettent le carottage sous eau de façon simple et professionnelle. L‘étrier de protection permet de préserver la machine de carottage dans des conditions sévères de chantier et la poignée fonctionnelle facilite son transport et la facilité du montage sur le support.
Côté fonctionnement, trois niveaux d‘engrenage permettent une sélection optimale de la vitesse en fonction du diamètre de carottage correspondant. La prise rapide de la couronne de carottage est assurée, la broche bénéficiant d'une protection intégrée. Ces machines disposent du système Multi-Safe-Tronic, une protection visuelle contre la surcharge, avec deux leds dans la poignée qui indiquent la charge actuelle pendant le carottage. Par ailleurs, une led bleue avertit de la nécessité de remplacer les balais. Le démarrage en douceur facilite le maniement lors du début de carottage. La sécurité est optimale grâce à un couplage de sécurité électronique et mécanique et à une protection thermique contre les surcharges.
{kind=link}